氢气压缩机组制造精度和维护要求较高,当氢气压缩机在电机驱动下运行时,曲轴快速旋转并往复运动。曲轴、连杆的一端与十字头部件相连接,十字头部件也在曲轴连杆的作用下,在滑道内往复运动,最终带动活塞往复运动,实现了氢气(或含氢混合气)的压缩。然而,在曲轴、连杆、十字头部件长期往复运动中,这些部件易发生磨损,一旦出现较严重磨损会影响其运行质量,需要及时发现并停机进行维修,以保障氢气压缩机的安全稳定运行。
1润滑油系统故障及原因分析
氢气压缩机润滑油系统的问题就是润滑油压力低。当氢气压缩机正常运行时,润滑油经过油泵加压输送到一级过滤器,依次通过外部润滑油冷却器、二级过滤器后,分为3路。第1路到压缩机油压表(包括远传仪表和现场仪表);第2路到达大头瓦小段衬套,为其提供润滑;第3路达到补偿泵,以防止油压限制器漏油。
在润滑油系统的正常维护过程中,应首先对各个油路系统进行外观检查,特别是管路静密封点,一旦出现漏油、油渍,要对存在泄漏的油路管线进行紧固。当氢气压缩机正常运行时,润滑油路系统的运行状态始终为负压,因此难以发现润滑油压力降低。为了准确判断,在润滑油管路各静密封点需要详细检查,对可能泄漏的管路进行更换,以消除潜在风险。此外,润滑油的品质需要严格检查,含水量、金属离子含量等都会加速润滑油变质。如果润滑油不凝气含量超标,润滑油压力可能会出现波动。拆检氢气压缩机润滑油供油管路,并根据二级滤网腔和润滑油冷却器之间的空隙大小,可以判断润滑油管路凝气情况,空隙大则表明凝气较多。通常有2个原因易造成该管路凝气:(1)润滑油对压缩机管路外界空气具有一定溶解度,难以避免少量空气溶入;(2)二段油压限制器装置回油,与少量未溶入的空气混合形成空气泡沫,该泡沫大量聚集时也会造成空隙变大。为解决该问题,应将回油管排出口尽量靠近润滑油过滤器吸入口的远端位置,避免空气泡沫集中到管路中。
2气阀、活门故障及其维修分析
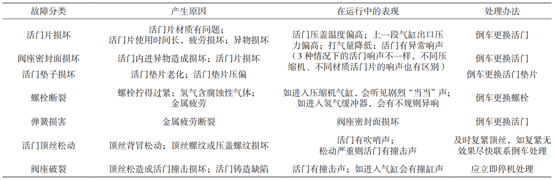
通常氢气压缩机每运行3——6个月,就要切换备机,对压缩机进行维护或检修。其中对气阀要重点检查,因为气阀的阀片容易积碳、堆积油泥或粉尘,气阀弹簧容易断裂。气阀压盖顶部存在若干顶丝,检修时应先把顶丝松开,置于干净的归纳盒或无尘布上,然后松开气阀压盖顶部螺栓、螺母,保留对角方向的两个螺栓、螺母不被拆下,直至气缸没有气体逸出,再全部拆下。最后取下压盖及活门压套,轻轻拉出活门,清理外表可能存在的油污、油泥进行材质检查。所有气阀在安装前都要用氮气打压试漏,确认不漏后才能进行安装。活门故障分析及处理办法详见表4。
3缸体
气缸内壁的光滑和润滑十分重要,活塞在气缸内高速往复运动,当氢气内含有粉尘、颗粒状物时,气缸内壁不断出现擦伤、拉毛,严重时会造成气缸报废。当气缸内壁擦伤或拉毛比较轻微时,可以使用半圆形的油石轻轻打磨至光滑,即可恢复使用。当气缸内壁擦伤或拉毛较严重时,如拉伤长度大于气缸圆周的1/4,并存在沟槽,且槽宽度大于3mm,深度大于0.4mm,则应进行镗缸处理。镗缸是缸体严重磨损时常用的处理办法,镗缸后缸体直径会略有增大,但增大值不得超过原设计缸径的2%,气缸壁厚减少量不超过原壁厚的1/12。为了确保配合间隙接近原设计,镗缸后应重新选择与新缸径相适应的活塞和活塞环。
4十字头、连杆
十字头一般使用优质碳钢或合金钢锻造,有较强的强度和刚度,作用是将活塞杆下端通过十字头销与连杆小端轴承连接,以将活塞所受的动力传递给连杆、曲轴。连杆是将活塞的往复运动转变成曲轴的回转运动。十字头、十字头销、滑板及导轨统称为十字头组件,由于受压较大,易发生裂纹。
更换十字头的注意事项:(1)当中间接座已从中体上拆下,可将十字头从连接法兰口取出更换,若中间接座与中体联成一体,十字头更换可在中体测孔进行;(2)在窗口更换时,将十字头移至窗口中间(即十字头滑道中间),并将十字头沿轴线旋转90°使上下滑道正对两侧窗口,然后平行移出窗口,再进行修复和更换;(3)修复时,必须注意不得损坏滑道工作面,对准道口位置,配合间隙达到规定要求。
更换连杆大瓦注意事项:(1)利用盘车装置将更换轴瓦的曲轴颈转至最上位置并设法使之固定,避免滑动造成不必要的事故;(2)先卸下连杆下部的连杆螺栓,借助吊环螺钉将连杆大头盖吊住,再卸下连杆上部的连杆螺栓,并通过吊环螺钉将大头盖和瓦一起拿下;(3)利用盘车装置缓慢地转动曲轴,使连杆与曲轴颈分离,取下连杆即可进行更换;(4)连杆大头瓦成对制作的必须成对更换;(5)对连杆螺栓进行无损检测;(6)目前连杆大瓦一般为标准薄壁瓦,无需进行刮研,连杆大瓦的间隙应严格符合设计要求。
更换连杆小瓦注意事项:(1)先卸下定位销压紧螺母,取下定位销,用一圆棒从十字头销的一端将十字头销打出,使十字头与连杆分开,然后将连杆从机身上盖取出,此时即可进行连杆小头瓦的更换,取连杆时注意保护好滑道;(2)更换时,用压力将旧轴瓦从连杆小头压出,再将新的轴瓦压入。
5曲轴
主轴颈、曲轴颈的圆锥度、椭圆度<0.10mm;主轴水平度<0.05mm/M(电机方向高)。每次检修要对曲轴颈进行无损探伤。
更换主轴瓦注意事项:(1)卸下机身侧盖和两端侧盖,并使曲轴和电机在连接处分开,再松开润滑油管和主轴承上盖,取出主轴承上瓦;(2)用千斤顶置于主轴承两侧曲轴下的适当位置(保持平衡位置),将曲轴顶起约0.1——0.2mm,以圆棒或其它合适的工具使主轴承下瓦从主轴承座转出,按此方法同样可将新的主轴承下瓦转进主轴承座中,换下旧的主轴承下瓦;(3)将新的主轴承上瓦和主轴承上盖装入主轴承座并按要求紧固主轴承螺栓;(4)主轴瓦成对制作的必须成对更换;(5)大头瓦与曲拐颈的配合间隙,厚壁瓦常用瓦口垫片来调整,薄壁瓦的间隙若小可适当刮研,若超大只能更换新瓦;(6)测量配合间隙时,径向间隙常用压铅法,轴向间隙常用塞尺测量,也可采用测量瓦孔径和轴径尺寸相减得出径向间隙,用轴径长度和连杆瓦宽度尺寸相减得出轴向间隙;(7)径向间隙为拐直径的0.8‰——1.2‰;(8)设计值有要求的,主轴瓦间隙应严格按照压缩机的设计数值执行。




 首页
首页


