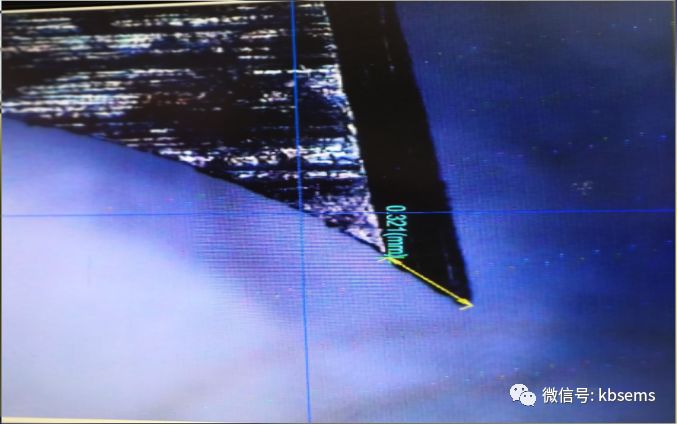
图13 锰钢刀刀尖宽度

图14 刀与焊盘接触性能示意图
五孔钨钢刀结构设计由于新设计的五孔钨钢刀的刀尖宽度为50-80μm,比常规刀更锋利。刀尖与焊盘接触的面积减小了半时压力会增加数倍,为减轻焊盘的针印,在刀座注塑部位设计5个孔让刀身更具柔性特征去缓冲减小针尖的压力,让针尖与焊盘有更轻的接触性能。经10X确认,测试针与焊盘接触的测试针印满足行业品质标准要求。
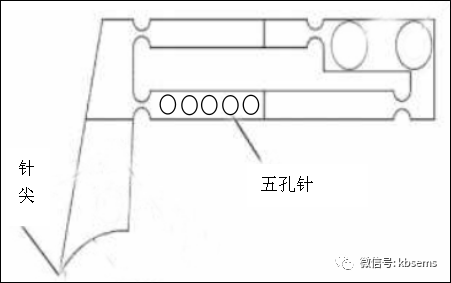
图15 五孔钨钢刀结构
飞针刀制作先制作钨钢刀的刀身,然后对刀身表面进行开锋二次加工,然后与注塑成型的五孔刀体压接在一起并安装金属信号线使整个飞针刀呈一体结构(如下图)。

图16 新5孔钨钢飞针刀
飞针刀的使用情况
安装在设备上试用发现刀身变软,主要原因为高温打磨钨钢刀表面时使其性能下降,统计使用寿命约为130万次。
只对飞针刀的刀尖进行打磨,经试用2个月寿命为500万次左右出现弯曲现象,用1500#的纱纸沾水打磨后继续使用至700万次针尖面积变大至100μm以上。

图17 针尖打磨
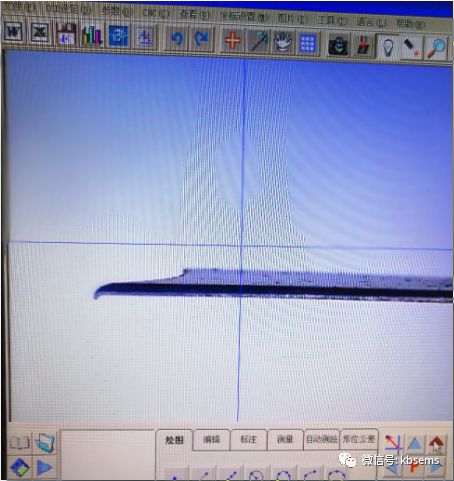
图18 二次元放大可看到针尖弯曲变型
实验数据
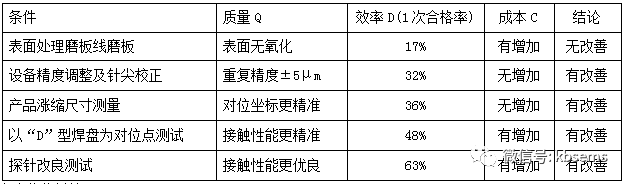
表9 电测工艺技术提升数据表
 首页
首页






