

在设计和操作真空系统时,抽空曲线是常用的控制手段。通过它们可以推导出系统中的任何问题,并且可以评估正确的泵性能。
抽空曲线描述真空系统中随时间变化的压力下降趋势。在图解中,X 轴代表时间,Y 轴代表压力。在已知真空室和泵的几何结构情况下,可以计算出抽空曲线。计算和测量的抽空曲线之间的任何偏差通常可以提供真空系统中有关问题的信息。这也适用于长时间使用所测量的曲线和参考曲线之间的对比。
低真空范围内的泵曲线:显示连接、解释和应用
参考曲线可以在系统正常运行且启动后没有出现任何问题的情况下进行测量。在这些条件下,在抽空过程中,依据时间的变化对压降进行测量。测量可以通过使用系统控制手动进行,或使用普发真空提供的真空计软件包。

►图1:带Duo65旋片泵的100升真空室抽空曲线
在图 1 的示例中,显示了计算出的 100 升真空室的抽空曲线。Duo 65 旋片泵被用作真空泵。该曲线用作对比的标准。在图1 中,假定泵与真空室直接相连。 ►图2:流导的影响
►图2:流导的影响
在图 2 中,可以看到柔性波纹软管对抽空行为的影响。它作为真空室和泵之间的连接件使用。软管长 1000 mm,直径为 40 mm。
在压力为大约 1 hPa 以上时,连接的波纹管对抽空时间几乎没有任何影响。但是如果我们想要进一步对真空室排气使其压力降到0.01 hPa,仅仅由于波纹管的作用,抽空过程就需要延长 20%。一种解决方案是缩短连接件的长度或增加管道直径。
流动阻力与长度线性相关,但是直径的三次方或四次方。如果有疑问,应该将增加直径作为纠正措施,而不是缩短连接件。在这种情况下,两条曲线之间的比较显示了管道的影响,并可以帮助用于真空室与泵之间的连接设计。
抽空曲线显示不同程度的影响
真空系统的操作可以受到不同因素的大幅度影响:
水分的影响

►图3:抽空过程中水分的影响
图 3 显示了抽空过程中存在少量水分所造成的影响:
之前已经实现的底压下降超过 100 倍,且时间范围似乎变为了无穷大。该曲线示例已经在现有镀膜系统中测量过。随着时间的推移,部件和载体都已涂覆。
部件的镀膜过程需要精心控制,才能实现具有高黏度和量身定制的摩擦磨损性能的致密层。然而,载体的镀膜是一个随机的过程,这导致涂层呈松散、易碎、低黏度的多层结构。松散多层结构往往容易释放粒子且形成较大的表面积。在随时间推移而建立的这一表面上,大量的水蒸气现在可以聚积,且这些薄薄的吸收层无法用肉眼观察到。抽空所需要的时间并没有突然变长,但是操作过程却会不经意地进行了很长一段时间。
将水蒸气从真空室抽取出来的第一步是将附着在真空室内表面的水膜缓慢地解吸出来。这一特殊表面处理过程比抽空已经处于气相的气体或蒸气要慢很多。
图 3 显示了10 和 1 hPa 之间范围内抽空曲线的变化趋势。这是真空室或其他装置表面水蒸气吸收层的典型变化趋势。该值可能根据介质的蒸汽压或表面易受影响性而发生变化。
酒精的影响
如果使用极易挥发的酒精(如异丙醇)对真空系统进行清洁,那么酒精会挥发的非常快。酒精挥发速度远远大于抽空速度,而且因为有水进入,在图 3 中未发现抽空曲线存在弯曲。
油液或工作液的影响
来自前级泵的油液和工作液确实会对抽空曲线造成显著影响,并在低于给定示例的压力下形成波峰。这同样适用于水蒸气的解吸,这些水蒸气并非来自一个自由表面,而是来自其他地方,如线圈。

►图4:来自前级泵的油液和工作液可能对抽空曲线产生显著影响
隔热薄膜的影响
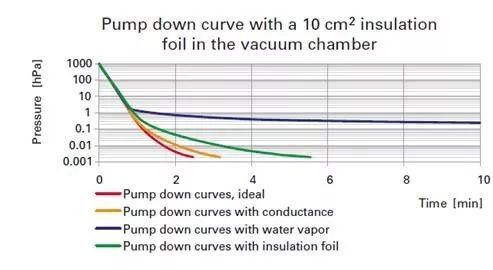
►图5:真空室内带有10cm2绝缘箔的抽空曲线
图 5 显示了在真空室内部使用薄膜隔热的效果。实际上,解吸介质就是水蒸气,但是由于对表面附着力比较强且从箔式线圈中释放的速度很慢,所以水汽信号只在低压状态下才出现。在给定的示例中,仅增加 10 cm2 的绝缘箔就会导致抽空时间延长到 75% 的底压。除了绝缘箔,真空中的电缆护套或其他塑料制品可显示类似的效果。
高真空范围内的抽空曲线
即使真空被定义为空的空间,这并不意味着高真空系统中不存在任何气体。即便是在低压下,水蒸气仍能在很大程度上影响系统可实现的底压。水分可从真空室表面释气。释气率在很大程度上取决于表面材质,如金属、玻璃或塑料。除了材质,表面质量也可对释气率产生重大影响。

►图6:边长为500mm容器的抽空曲线;抽吸系统;前级泵和Hipace300涡轮分子泵
高真空范围内不同材料的影响
以普发标准的 KBH 型立体真空室为例。中型真空室边长为500 mm,这在立体几何中相当于表面为 15,000 cm2。在这一表面上,被吸收的气体从这一表面上缓慢地被释放出来。这一释气速度远远低于腔室内自由气体的泵出速度。在真空读本所附表格中可以找到表面释气率相关的数据。
对于真空室材料(不锈钢 1.4301 或 SS 304),规定每单位面积的释气率大概为 1.3 · 10-9 mbar·l·s-1 cm-2。相对于表面积以cm-2 计算,这相当繁琐的单位以 mbar·l·s-1 计量气体流量。
如果用单位面积的释气率值乘以我们真空室的表面积,则结果就是释气率为 1.95 · 10-5 mbar·l·s-1。如果我们使用型号为HiPace 300 的涡轮分子泵以 300 l/s的泵速对真空室进行抽气,我们理论上能够获得的底压为 6.5 · 10-8 mbar。表格中给出的数值通常是经过 1 小时抽空后测量的结果。因此,我们需要一小时来达到规定的压力。通过延长容器的抽吸或烘烤时间,可降低释气率。
不锈钢和亚克力之间的不同
使用不锈钢门,真空室内的过程无法观察到。然而,用透明亚克力玻璃门代替不锈钢门改变了门的材料和表面,而且还会影响解吸气流。在表格中,给出的每单位面积亚克力玻璃的解吸率大约为 300 · 10-9 mbar·l·s-1 cm-2。
这就意味着,如果我们使用亚克力门来替代 1/6 的不锈钢表面,我们会得到总计为 7.66 · 10-4 mbar·l·s-1 的解吸气体流量以及2.55 · 10-6 mbar 的底压。实质上,通过透明门而实现的观察设施是以底压升高、材料热稳定性降低及烘烤性下降为代价。
图 5 显示了分别使用不锈钢门和亚克力玻璃门的同一真空室抽空曲线的对比情况。除了每个用户都可以在一小时后通过公开可用表格手动计算的数据点外,还显示了带市售模拟程序的完整抽空曲线。
绘制低真空和高真空下的参考曲线
根据表格中的数据来源,有时可以达到良好的相关性。然而,在文献中,使用不锈钢的历史已达 30 多年。较大的变化是由于不同的合金、预处理、表面精加工及烘烤而产生的。
从我们带有亚克力玻璃门的型号中,我们马上就可以看到与文献中所给数据的显著偏差。因此,我们建议在测量数据的基础上进行定标,甚至是选择新泵。这意味着,我们建议分别绘制低真空和高真空范围的参考曲线。
作为经验法则,可以说对于气体总流量的构成,金属的释气率相对较低,而塑料材质的释气率则相对高很多。当然这一法则也有例外情况,如锌或黄铜合金,它们也表现出非常高的释气率。弹性体的释气率会受到化学成分和添加剂的影响。机械预处理或热预处理可极大地降低释气率。因此,在真空兼容材料上进行投资是非常划算的。
在选择泵之前:分析抽空曲线
在投资新的泵或真空室之前,必须分析抽空曲线。参考抽空曲线和测量的抽空曲线之间的偏差往往使问题一眼就可被看出。对抽空曲线的详细分析可以更好地理解所涉及的过程,并提供解决问题的方法。
当水分渗入到系统中后,所用部件的外部干燥或对真空室进行清洁,比起引进较大的泵,往往能够更好地实现抽空时间的目标值。特别是,在高真空环境下的腔室表面处理是可实现极限压力的最重要参数之一。






















 首页
首页
