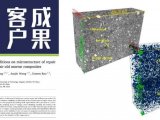
白腐蚀区与轴承钢早期失效性能有紧密的关系。此文章介绍通过自动连续界面抛磨AISI M50刚,对于WERs表面成像,重建三维结构,进行轴承接触疲劳(RCF)测试。对于WERs进行连续445μm材料界面的成像和结构重建。这种测量方式能够直接洞察WERs亚表面原始和连续的结构信息。
材料研究背景
M50 VIM-VAR钢具有在升温中具有高硬度和高抗压强度的贯穿硬化级别。此篇文章的轴承疲劳测试由VIM VAR M50钢和硅化镍(Toshiba,TSN-03NH,Grade5)作为参照比较进行的。
WERs形成与轴承的承压区域。WERs和DERs的形态依赖于材料的合金元素和化学结构。同时,众所周知的“Butterfly”形态的形成于氧化物杂质和较大碳化物附近。DER。WER和butterfly形态在2D形式下已经被广泛研究。这篇文章的主旨是WER形态在3D分析下,能够更好的帮助理解循环压力后材料形态的转变。
Robo-Met. 3D连续切面分析
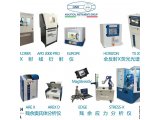
Robo-Met. 3D是全自动连续抛磨成像三维3D微结构分析测试系统,采集二维光学结构数据,用于三维重建和分析。通常的应用方向有材料加工制造,焊点分析和绝热涂层,以及陶瓷结构纤维指向等。
此篇文章中,M50样品是按照常规的金相切片和耦合技术金相制备的。在500X放大下进行成像。成像图像通过2×2形式进行拼接合成,在XY方向上的分辨率0.21μm。样品抛光连续使用6μ/3μ/0.25μ金刚石磨蚀剂。通过去离子水和0.05μ的胶状氧化铝溶液进行清洗。样品通过2%硝酸浸蚀液进行对比。
总共进行159切片或者截面采集,Z轴总高度445.2μm。整个采集过程中平均每个截面的厚度保持为2.8μm。在图像拼合,校正和裁剪无关区域后,最终结果的成像的的区域尺寸为352.9μm(X轴)和159.2μm(Y轴)。
成像处理
通过Image-ProPremier 3D v9.2.2进行3D成像的分析。对于3D分析,加载z-stack 159个截面,通过沿着Y轴方向连续采样和XZ轴方向全分辨进行处理的。一个3D等值面可以直接输出无须任何过滤,直接输出WERs的体积分布图。一个直方图用来判断WERs,基于强度值和强度范围,设置为153-186. 对于定量,尺寸的判断依据设置为长宽高各自为5μm。体积参数被提取出来。
成像结果

图表‑1原始2D成像

图表 ‑2三维重建结构图像(159个截面)
成像结果处理

图表‑3 3D分割WER

图表 ‑5 3D分割WER(不同视角)

图表‑6基于5μm尺寸判断的WER结构

图表‑7基于5μm尺寸判断的WER结构(不同视角)
图标6和7描绘的3D结构是基于5μm尺寸判断的WER空间结构。不同的色彩表明WER的连接或者相似的特征与非连接特征峰分别具有相同的颜色。表格1软件自动生成计算的不同色彩编码的WER特征和计算的每个特征体积。
定量评估WER尺寸
结论:
此研究结果成功的演示了Robo-Met.3D的使用和应用能力。系统具有收集高保真度成像数据,控制连续切片厚度和全自动测量的能力。测量结果能够可视化分析AISI M50轴承钢WERs的评估和增值情况。
















 首页
首页
